
价格信息¥1000.00/件
温馨提示 ![]() 该会员暂时没通过认证,如需求购请联系认证会员商家
该会员暂时没通过认证,如需求购请联系认证会员商家




价格信息¥1000.00/件
温馨提示 ![]() 该会员暂时没通过认证,如需求购请联系认证会员商家
该会员暂时没通过认证,如需求购请联系认证会员商家
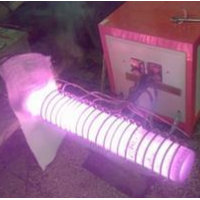
圆筒直条焊缝的加热修补,焊缝的感应加热保温退火应用,如对焊缝凸缘渣的加热后刨刀剔除。加热区域宽度30mm,长度(max):700mm,两面同时加热,加热温度:500~500℃,加热时间≤45秒
先确定如下方案:
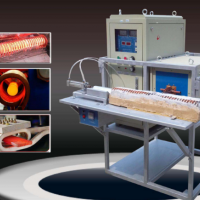
1. 采用2台YFL-160的设备进行加热区域的感应加热,设备参数如下:
工作电源 | 三相 380V/50Hz | 冷却水流量(主机) | 5L/Min | |
工作电压范围 | 360V~420V | 冷却水流量(变压器) | 5L/Min | |
最大输入电流 | 220A | 冷却水压 | 0.1~0.3MPa | |
输入功率 | 160KW | 主机重量 | 85Kg | |
振荡频率 | 15~35KHz | 变压器重量 | 105Kg | |
效率 | 90% | 主机尺寸(mm 3) | 650×480×1440 | |
负载持续率 | 100% | 变压器尺寸(mm 3) | 500×800×580 |
对焊缝两面同时加热,加热总长度1400mm(单面700mm),需采用两台设备进行同时加热,感应器做成U型槽口,槽口厚度为350mm,分别从圆筒的两端进入加热区域进行感应加热,可满足相应的加热要求。
超音频感应加热设备和中频设备两者设备的对比:
1. 采用两台YFL-160设备优缺点:
(1) 稳定性较高,相对IGBT中频设备要节能10%-20%左右,但操作可能较为繁琐,分别从两端加热,工艺较复杂。
2. 采用YFZP-200设备优缺点:
(1) 加热速度快,操作方便,功率大,相对超音频感应加热设备较为费电,如果应用于圆钢棒料的透热锻造,设备稳定性较差,但本工艺要求加热温度较低,远低于设备承受负荷,可24小时持续工作。
本网页所展示的有关【焊缝退火、焊缝加热修补、焊缝正火热处理电炉】的信息/图片/参数等由的会员【郑州英福伦电气有限公司】提供,由聚搜B2B分类信息商贸网会员【郑州英福伦电气有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【焊缝退火、焊缝加热修补、焊缝正火热处理电炉】有关的信息/图片/价格等及提供【焊缝退火、焊缝加热修补、焊缝正火热处理电炉】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电4000-747-360,我们将竭诚为您服务,感谢您对聚搜B2B分类信息商贸网的关注与支持!
周一至周五
09:00 - 17:30
 微信客服
微信客服
 微信公众号
微信公众号
 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情



 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情